本文阐述的是通过试验数据进行对比分析,分析了JJG139一1检定規程中检定方法的准确性与可靠性,为该規程的正确使用提供了指导。
国家计量检定规程JJG 139一1《拉力、压力和万能试验机》已于1年5月6 日发布,1年9月1日起实施。本人作为规程的起草人之一,参加了规程的编制及相关试验工作。本次规程修改是按照1 2年国家颁布实施的GB/们巧9一1、CB/ 7 一1、CB/假611一1等标准进行的。由于以上三个标准部分条文的改变,因此与 1 1年修订的国家计量检定规程相比,测试方法也相应地有所改变。本次规程修改后测试方法有以下两处变化:
1、试验机夹头中心线与试验机拉力轴线同轴度的检定方法,可用同轴度自动测试仪和用百分表、专用检具检测两种方法之一任选。
2、试验力的检定方法,只推荐0 • 5级试验机在施加第三组试验力时将测力仪旋转到 。或1的位置,以消除旋转效应。
另外,根据威海审定会与会代表的意见,为了尽快与新国际标准接轨,将示值进回程相对误差u的误差值前加“ ± “号,因此与此相对应的计算方法也有了相应的变化,即计算公式相应地取消了绝对值符号,公式为
式中F,厂一试验力进程示值 F’,一试验力回程示值
F一一标准测力仪对应的试验力
为了验证测试方法的准确度与可靠性及计算方法对测试结果的影响,在本公司产品上进行了试验,试验结果为规程的修改提供了第一手资料,具体试验结果如下:
I用同轴度自动测试仪(准确度为±
2%)和用百分表、专用检具检测试验机夹头中心线与试验机拉力轴线同轴度,结果对比与分析如下:
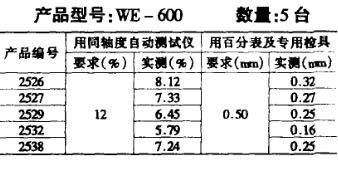
从上述结果可以看出,两种方法测得的结果是一致的,即两种方法是互为保证的,因此,规程中规定检定时可以采用其中任意一种方法是正确的。 在实际生产应用时,多采用百分表及专用检具检定试验机夹头中心线与试验机拉力轴线的同轴度,即检定几何同轴度,因为对批量生产而言,其检测速度及方便调修程度要优于检定受力同轴度。 2 •旋转效应对试验力检定结果的影响产品型号:一100编号:检定:℃
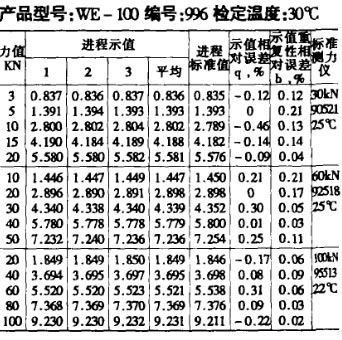
从上述结果可以看出:对摆锤测力的认验机而言,计算公式改变以后,按新的计算公式计算得出的示值进回程相对误差为负值,从此可以推断测力部分摩擦大c所以新公式的应用比旧规程中公式计算得出的进回程相对误差均为正值具有很大的实用性,可以很快判定产生摩擦力的方位,若检定结果超差时,可以根据判定结果对相应的部位进行调修,使其达到或恢复所允许的误差范围0